Fabrication and testing elements individually
18 February 2022
During WP2 different activities have been handle aiming at the fabrication and testing elements individually.
In Task 2.1 and Task 2.2, Lurederra, strongly supported for the coating manufacturer TECNAN, focused on the formulation, application and optimization at lab-scale coating for anticorrosion on metallic materials and antifouling coatings for metallic and plastic materials. In addition, TWI leader of Task 2.3 led the anti-erosion superhydrophobic paints for leading edge protection.
Anticorrosion coatings for metallic elements
The coating would consist in three layers with different chemical composition and therefore different complementary corrosion protections.. The development of the formulations for the different layers shows a very good trend, implying suitable performances for each case, regarding adherence, corrosion resistance, hardness, etc., highlighting the promising results with low temperature matrices, and the process with the self-healing fibers with the main focus on their integration (Figure 1).

The development of the self-healing nanofibers is also showing promising results according to its specific characterization for its functionality. Moreover, the recent progress for the dispersion of those active fibers is enabling first application tests by spraying, so the multi-layer approach envisaged in the project is getting closer.
Concerning the coating application system, two strategies were mainly designed for this purpose: application via spray gun and application via dip coating. Spraying is the main alternative, since it provides a good surface finish, being applicable for different morphologies and sizes.
Antifouling coatings development, production, application and testing
A fouling-preventing coating for different materials of offshore structures that are submerged are being developed at laboratory scale.
Various highly repellent (hydrophobic and oleophobic) coatings are in development showing also a good adherence and low number of defects. Despite some adjustments are in progress, in a preliminary way, the formulations seem suitable for preventing biofouling formation.
The initial tests to multiple substrates with different chemical nature have been successful. This fact is supported by a considerable number of physicochemical characterizations on different substrates (metal and polymeric). Apart from the experimental work in formulation and characterization, the work related to the collection of reference information has been helpful, highlighting specially the selection of benchmark products from the market.
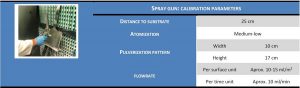
The application of the anti-fouling coatings is via spray gun (Figure 2), as the most suitable method for this objective, due to its versatility for the different target applications.
Anti-erosion superhydrophobic PU coating for blades: development, production, application and testing
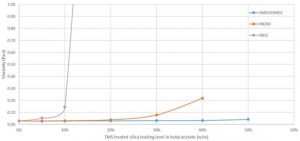
The selection of the wind turbine blade coating matrices were based on the commercially available systems. A survey of the commercial leading edge protection coatings has been carried out and the candidate coating systems were shortlisted. In order to achieve the desired repellence (superhydrophobicity) and erosion resistance, TWI have incorporated functional additives into the selected coating matrices.
The selected additives were based on materials available within the project and which have previously been demonstrated to be platforms for superhydrophobic surfaces. These additives are inorganic metal oxides that are capable of surface functionalization to enable their native hydrophilic surfaces to be transformed into exhibiting hydrophobic behavior. The key additives that are explored are:
- Stöber derived TWI silica
- Metal oxides (TECNAN’s silica manufactured using pyrogenic methods and commercially available pyrogenic silica Aerosil 200)
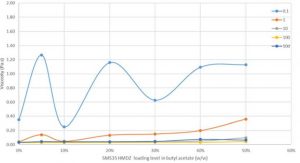
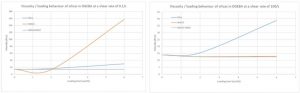
The functionalization of particles – TWI, TECNAN and commercial pyrogenic silica – has demonstrated to significantly change the surface chemistry and thus, uplift the repellence. Also, viscosity versus loading studies (Figure 3 and 4) illustrate the impact of shear rate on viscosity and the difference in behavior between pyrogenic and TWI Stöber silica, suggesting that only TWI silica can be loaded high without a significant change of epoxy or PU physical behavior. The addition, all functionalized silicas added into polysilazane model system improved the repellence characteristics of the whole coating system and thus, it is believed that this will lead to enhanced rain erosion resistance. Besides that, the addition of silica doesn’t affect the coating surface roughness, which means that aerodynamic performance of blades won’t be impacted.
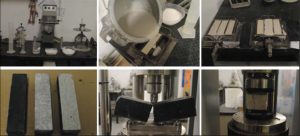
Synthesis of new concrete materials, testing of increased durability and corrosion resistance
In month 4 within Task 2.4, ACCIONA along CETMA, INEGI and EDF started developing and testing at laboratory level innovative concrete mixtures with the aim of increasing durability and corrosion resistance. The main effort was focused on the design of:
-
High and ultrahigh concrete material: During this months, the main effort regarding High and Ultrahigh concrete design, were focused on the selection of materials which best fits the offshore application requirements. From the data obtained to date, it could be state that the best materials are a combination of CEM I 52.5 mixed with active additions from waste, a latest generation superplasticizer additive and silica aggregates. This lead to mortars and concretes with higher mechanical properties and workability helping on samples manufacturing process. HPRFRC dosage has been optimized and meets design requirements. It has low potential for cracking according to the ASTM C1581/C1581M Standard. HPFRC optimized dosage has very high resistance against water and chloride penetration (Figure 5).

-
Alkali Activated concretes that fulfil offshore infrastructure requirements. CETMA, which is responsible for the development of cementless concrete, divided the activity into three main phases:
- Binder design (Figure 6)
- Mortar design and development
- Concrete development and AAM (alkali activated materials) testing
AAM high-density concrete is under development. Although some adjustments are in progress, the binder and mortar formulations have provided good results for the purposes of the project.
- Chlorides ingress characterization for aging concrete in marine environment: EDF is responsible for providing data from ageing concrete samples fabricated directly at the Blyth Wind Farm construction site. 4 months and 1-year aged specimens under permanent immersion have been considered to evaluate the chloride ions ingress. Each specimen of Ф16 cm x10 cm dimensions, is sealed with epoxy resin to allow the penetration of chlorides from a single face, as shown in the figure below. Each sub-specimen has been subjected to the chemical analysis according to the EN14629 standard. Powders corresponding to 10 different depths were manufactured and used to determine the chlorides content. With 9 and 10 tested specimens after respectively 4-months and 1-year of seawater exposure, a comprehensive database of chloride content distribution is available. Some basic processing including the determination of the chloride apparent diffusivity and the prediction of chlorides content evolution over time were performed, in this context. This database will allow the evaluation of new materials (Figure 7).

Reinforced composites production and testing
In Task 2.5, the following three strategies were planned for new composite laminate production, which involves close collaboration between task leader ÉireComposites (EIRE), TWI and CETMA.
- Use of nano-SiO2
- Use of RCF (Recycled Carbon Fibers)
- Use of /TPR (Thermoplastic Reactive Resin)/Recyclable Epoxy resins
EIRE supplied powder and liquid epoxy resins to TWI and CETMA, for new resin formula and composite reinforcement development. In addition, EIRE defined a preliminary and final material text matrix that will be used to characterize the mechanical and physical properties of the composite laminates produced.
On the other hand, CETMA has defined a preliminary numerical model for the simulation of the resin infusion process, and it has also set up the RCF/Epoxy infusion process with mechanical characterizations in order to adjust the final properties of the new composite formulations.
TWI have characterized and functionalized both, pyrogenic silica and Stöber silica, including wetting behavior and loading effects upon the incorporation to DBEBA epoxy model system. The functionalization has a significant impact on the surface chemistry of those silicas, making them superhydrophobic. Addition of functionalized silicas into DGBE remains a significant challenge, as it raises the viscosity (Figure 8). Nevertheless, this will be mitigated by the development of appropriate silicas incorporation/mixing techniques.
Preliminary testing of the recycling process and prediction of properties
In Task 2.6 CETMA has carried out rheological and thermal analysis of selected formulations of thermoplastic reactive resins and recyclable thermoset resins. In scale-up activities of the recycling process the most promising recyclable resin and related recycling method will be selected in terms of both initial component performance and industrial effectiveness of the recycling procedure.
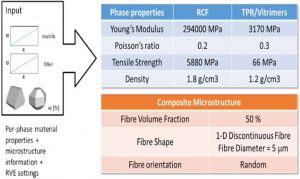
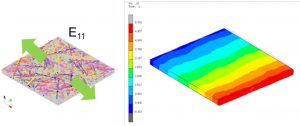
Additionally, CETMA also generated a multi-scale numerical model of the recycled material based on RCF. A Representative Volume Elements (RVE) of the recycled material has been generated (Figure 9) and the numerical analyses to calculate the mechanical properties of the composite laminate have been carried out (Figure 10). The good agreement between the numerical and the experimental test results demonstrated the high reliability of the numerical model.